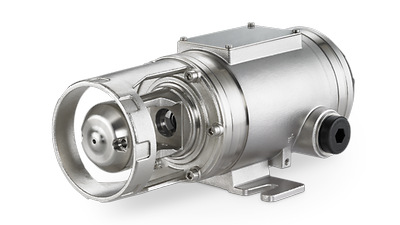
I saw the recent news of a first for continuous gas analyzers that combines laser and paramagnetic detection methods. The Rosemount™ QX1000 Continuous Gas Analyzer is designed for comprehensive multi-component gas analysis for various industrial applications.

Comprehensive Multi-Component Gas Analysis
read more